L'importance des cylindres hydrauliques s'étend au-delà de leur fonctionnalité pour englober leurs processus de conception et de fabrication complexes. Ce guide complet explore le monde de la production hydraulique des cylindres, couvrant tout, de la structure de base de ces composants aux procédures de fabrication complexes. Il vise à mettre en évidence les complexités et les subtilités impliquées dans la production de cylindres hydrauliques, soulignant leur rôle pivot dans l'industrie moderne et les progrès technologiques continus dans ce domaine.
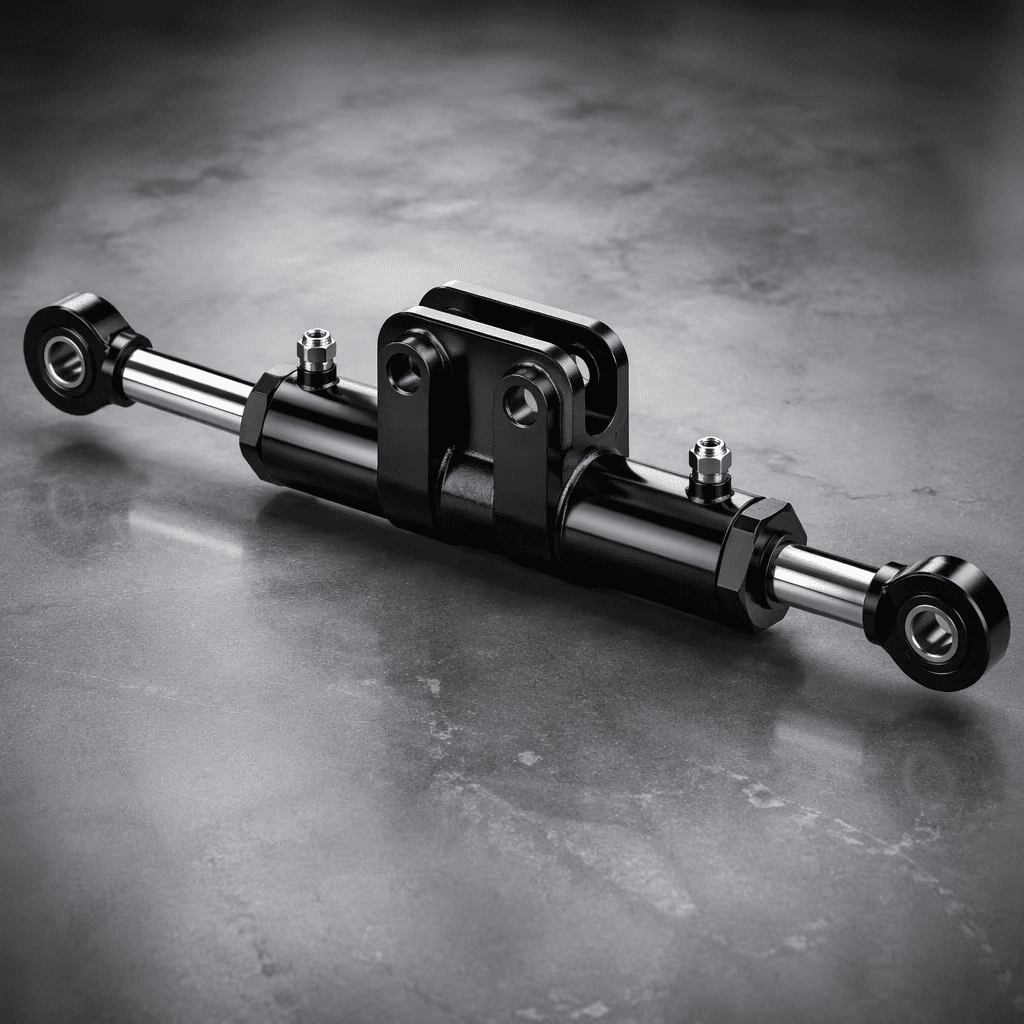
Pour apprécier pleinement la sophistication de la production hydraulique des cylindres, il est d'abord essentiel pour comprendre son anatomie. Un cylindre hydraulique se compose de plusieurs parties clés, chacune servant une fonction critique dans son fonctionnement. Ces composants principaux comprennent le canon, le piston, la tige de piston, la tête, la base et les phoques. Le baril agit comme le corps du cylindre, abritant le piston et la tige de piston. Il doit être robuste et durable pour résister à la pression interne exercée par le liquide hydraulique. À l'intérieur du canon, le piston se déplace d'avant en arrière, divisant les deux côtés du cylindre. La tige de piston, qui s'étend du piston à travers la tête du cylindre, convertit le mouvement linéaire du piston en travaux utilisables. La tête et la base coiffent les extrémités du canon, contenant le liquide hydraulique et soutenant la tige de piston. La sélection des matériaux pour ces composants est cruciale et varie en fonction de l'application spécifique du cylindre. Par exemple, l'acier inoxydable peut être choisi pour les applications dans des environnements corrosifs en raison de sa résistance à la rouille et à la détérioration.
Dans les applications à haute température, les matériaux capables de résister à l'expansion thermique et à la contrainte sont sélectionnés.
Les considérations de conception sont également un aspect vital de la production de cylindres hydrauliques. Des facteurs tels que la charge, la longueur de course, la pression de fonctionnement et les conditions de température déterminent la conception du cylindre. Par exemple, un cylindre conçu pour une utilisation dans une presse hydraulique aura des spécifications différentes par rapport à celle utilisée dans les applications aérospatiales. Les ingénieurs doivent également prendre en compte des aspects tels que le style de montage et le type de liquide hydraulique à utiliser, qui ont tous un impact sur la conception et les performances finales du cylindre.
Au cœur de la production hydraulique des cylindres se trouve la phase de conception, où les idées et les exigences sont traduites dans un plan en béton. Ce processus essentiel commence par une analyse approfondie de l'application prévue du cylindre hydraulique. Les ingénieurs évaluent divers facteurs, tels que la capacité de charge du cylindre, la taille, la pression de fonctionnement et les conditions environnementales spécifiques qu'il rencontrera. Par exemple, un cylindre conçu pour un environnement à haute température peut nécessiter des matériaux différents de celui destiné à une utilisation sous-marine.
Au cours de cette étape, le logiciel de conception avancé joue un rôle crucial. Ces outils permettent aux concepteurs d'expérimenter différentes configurations, d'identifier les points de contrainte et d'optimiser la conception des performances et de la rentabilité. La précision est la clé de cette phase, car même des erreurs de calcul mineures peuvent affecter considérablement la fonctionnalité du cylindre.
Une fois une conception solide pour le cylindre hydraulique établi, l'accent se dirige ensuite vers la phase d'approvisionnement en matériau. Cette étape implique une sélection méticuleuse de matériaux en fonction de leurs propriétés et des exigences spécifiques de l'application.
1.Sélection du métal pour le canon:
Le canon du cylindre hydraulique doit être capable de résister aux pressions internes et de résister à l'usure au fil du temps. Les matériaux couramment utilisés comprennent l'acier et l'acier inoxydable, sélectionnés pour leur résistance et leur durabilité. Dans certaines applications où le poids est un facteur critique, l'aluminium peut être choisi pour sa nature légère.
2.Choosant le bon métal pour les pistons:
Les pistons doivent être robustes et capables de maintenir leur forme sous des pressions variables. Des matériaux tels que l'acier au carbone et la fonte sont des choix populaires en raison de leur résistance et de leur résistance à la déformation.
3. Sélection du matériau de la tige de Piston:
La tige de piston, exposée à des environnements externes, nécessite une forte résistance à la flexion et à la corrosion. L'acier à haute résistance est souvent utilisé, parfois avec un placage chromé ou d'autres traitements de surface pour améliorer la résistance à la corrosion et la dureté de surface.
4. Sceaux de qualité et autres composants:
En plus des composants métalliques principaux, l'achat de joints de qualité (tels que les joints toriques et les joints) est tout aussi important. Ces joints doivent être compatibles avec le liquide hydraulique en utilisation et capable de résister aux pressions et aux températures de fonctionnement.
5. Les facteurs de l'environnement et spécifiques à l'application sont considérés:
Dans des environnements caractérisés par une humidité élevée ou des conditions corrosives, des matériaux avec une résistance accrue de corrosion sont nécessaires. De même, pour les applications impliquant des températures élevées, les matériaux qui peuvent résister à une expansion thermique sont sélectionnés.
Après l'achat de matériaux de qualité, la prochaine étape critique de la production hydraulique des cylindres est le processus d'usinage et d'assemblage. Cette phase transforme les matériaux d'origine en composants essentiels d'un cylindre hydraulique en utilisant des techniques d'usinage précises et avancées.
1.Cutting des matières premières
La première étape de la production physique de cylindres hydrauliques est la coupe des matières premières. Cette étape fondamentale donne le ton à la qualité et à la précision de l'ensemble du processus de fabrication.
Précision des spécifications de conception: les matières premières, généralement diverses grades d'acier ou d'autres métaux, sont coupées en formes et tailles spécifiques en fonction des spécifications de conception détaillées. Les outils de coupe et les machines de haute précision, tels que les machines CNC, les coupe-laser ou les systèmes de coupe à jet d'eau, sont utilisés pour assurer la précision et la cohérence.
Surification de la compatibilité des composants: la précision de la coupe ne consiste pas seulement à adhérer aux dimensions; Il est également crucial pour assurer la compatibilité de divers composants qui seront assemblés pour former le cylindre hydraulique. Une coupe précise garantit que des pièces comme le baril de cylindre, le piston et la tige de piston s'adaptent de manière transparente, ce qui est essentiel pour le fonctionnement efficace du cylindre.
Utilisation de la matériau et minimisation des déchets: Pendant cette phase, une utilisation efficace des matériaux est considérée comme minimiser les déchets. Des techniques de coupe avancées et une planification minutieuse sont utilisées pour maximiser le rendement de chaque lot de matériaux.
Préparation pour un traitement ultérieur: les matériaux de coupe sont ensuite préparés pour les processus ultérieurs tels que l'usinage, le soudage et l'assemblage. Cette préparation peut inclure le nettoyage, le déburlateur et le marquage pour l'identification.
2.chromé et tournant
Cette étape dans le processus de production hydraulique des cylindres vise à améliorer la durabilité et la fonctionnalité de composants spécifiques, en particulier les tiges de piston.
Placage du chrome: Le placage chromé est un processus crucial où une fine couche de chrome est électroplée sur la surface des tiges de piston. Cette couche agit comme une barrière protectrice contre la corrosion, ce qui est particulièrement important dans les environnements où le cylindre peut être exposé à l'humidité ou aux substances corrosives. De plus, la couche de chrome améliore l'attrait esthétique de la tige, ce qui lui donne une apparence brillante et polie.
3.
Après le placage chromé, les tiges de piston subissent un processus de tournage. Le virage consiste à façonner les tiges aux dimensions et aux tolérances exactes comme spécifié dans la conception. Ce processus est généralement réalisé à l'aide d'un tour, où la tige est tournée contre les outils de coupe pour éliminer l'excès de matériau et atteindre le diamètre souhaité et la finition de surface. La douceur obtenue par le tournant est essentielle pour le fonctionnement de la tige de piston dans le canon du cylindre, car il réduit la friction, permettant un mouvement plus lisse et minimisant l'usure sur la tige et les joints internes de la cylindre.
4. Soudage des buissons éprouvés
Le soudage des buissons filetés et autres luminaires est une étape cruciale dans le processus de fabrication hydraulique des cylindres, car il s'agit de créer des articulations solides et précises qui sont essentielles pour l'assemblage du cylindre et l'intégrité globale.
Les techniques d'assistance et équipement: les techniques de soudage avancées, telles que le soudage TIG (gaz inerte en tungstène) ou le soudage MIG (gaz inerte métallique), sont couramment utilisés pour fixer les buissons filetés aux composants du cylindre. Ces techniques sont choisies pour leur précision et leur force. La sélection de la méthode de soudage dépend souvent du matériau des composants et des exigences spécifiques du cylindre hydraulique.
Engagement des articulations fortes: les articulations soudées sont méticuleusement inspectées pour s'assurer qu'elles sont exemptes de défauts tels que les fissures ou la porosité. Une forte soudure est essentielle pour la durabilité et la sécurité du cylindre hydraulique. Le processus de soudage implique généralement de contrôler la température et d'utiliser des matériaux de remplissage compatibles avec les matériaux de base pour assurer une liaison robuste.
Traitements de soudage de poteau: Après le soudage, les composants peuvent subir des traitements post-soudages tels que le soulagement du stress ou le traitement thermique. Ces processus aident à réduire les contraintes résiduelles et à améliorer la force et la ténacité de la zone de soudure.
5. TUBE TUBE
Le processus de rotation du tube est une étape critique dans la formation des tubes qui forment le canon du cylindre hydraulique. Cette étape se concentre sur la précision et l'attention aux détails, garantissant que les tubes répondent aux spécifications exactes du diamètre et de la finition de surface.
Arganie de diamètre correct: le tournant du tube implique d'utiliser des tours ou des centres de virage pour éliminer le matériau de l'extérieur des tubes, les amenant au diamètre spécifié. Le bon diamètre est essentiel pour le bon ajustement du piston et d'autres composants internes, garantissant un fonctionnement en douceur et prévenir les fuites.
Ausité de la douceur de la surface: le processus de virage vise également à atteindre un niveau élevé de douceur de surface. Une surface intérieure lisse réduit la friction entre les pièces mobiles, améliorant l'efficacité et la durée de vie du cylindre. La douceur est également cruciale pour le scellage efficace du système hydraulique, car les imperfections sur la surface du tube peuvent entraîner des fuites et une réduction des performances.
Uniformité et cohérence: la cohérence du diamètre du tube et de la finition de surface sur toute sa longueur est essentielle pour les performances uniformes du cylindre hydraulique. L'équipement de rotation avancé, souvent contrôlé par ordinateur, garantit cette cohérence, produisant des tubes uniformes de dimension et de qualité.
6. Bottoms et accessoires Soudage sur les tubes
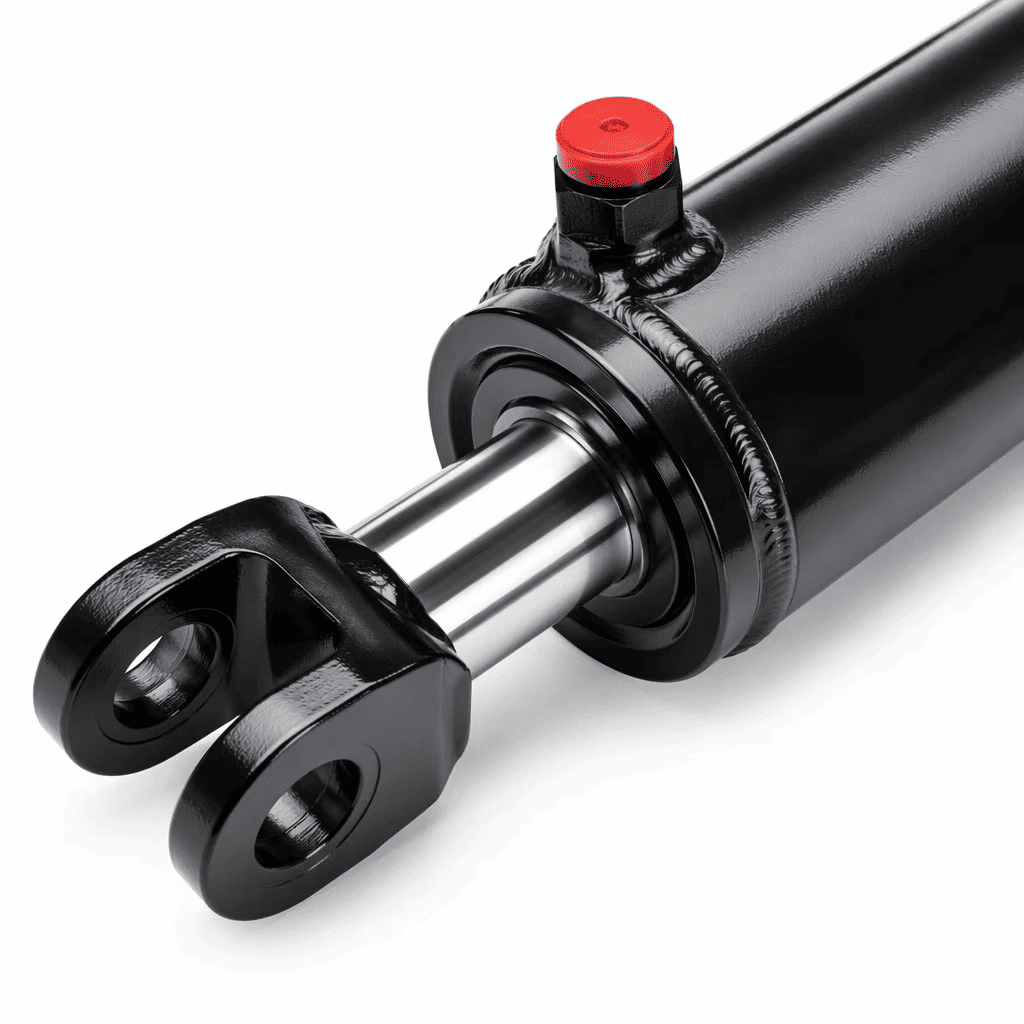
Le soudage des bas et des accessoires nécessaires sur les tubes est une étape cruciale dans la fabrication de cylindres hydrauliques. Ce processus consiste à fixer les capuchons d'extrémité et à d'autres composants au tube, qui forme le corps du cylindre, garantissant qu'il est scellé et capable de fonctionner sous haute pression.
Les bas en bas à tubes: les capuchons d'extrémité, ou les bas, sont soudés à une ou aux deux extrémités du tube. Cette tâche nécessite une précision, car les soudures doivent être fortes et à l'épreuve des fuites pour résister à la pression interne du liquide hydraulique. La qualité des soudures est essentielle pour maintenir l'intégrité et la sécurité du cylindre. Si les bas ne sont pas correctement soudés, ils peuvent échouer sous pression, ce qui pose des risques importants à la fois pour l'équipement et les opérateurs.
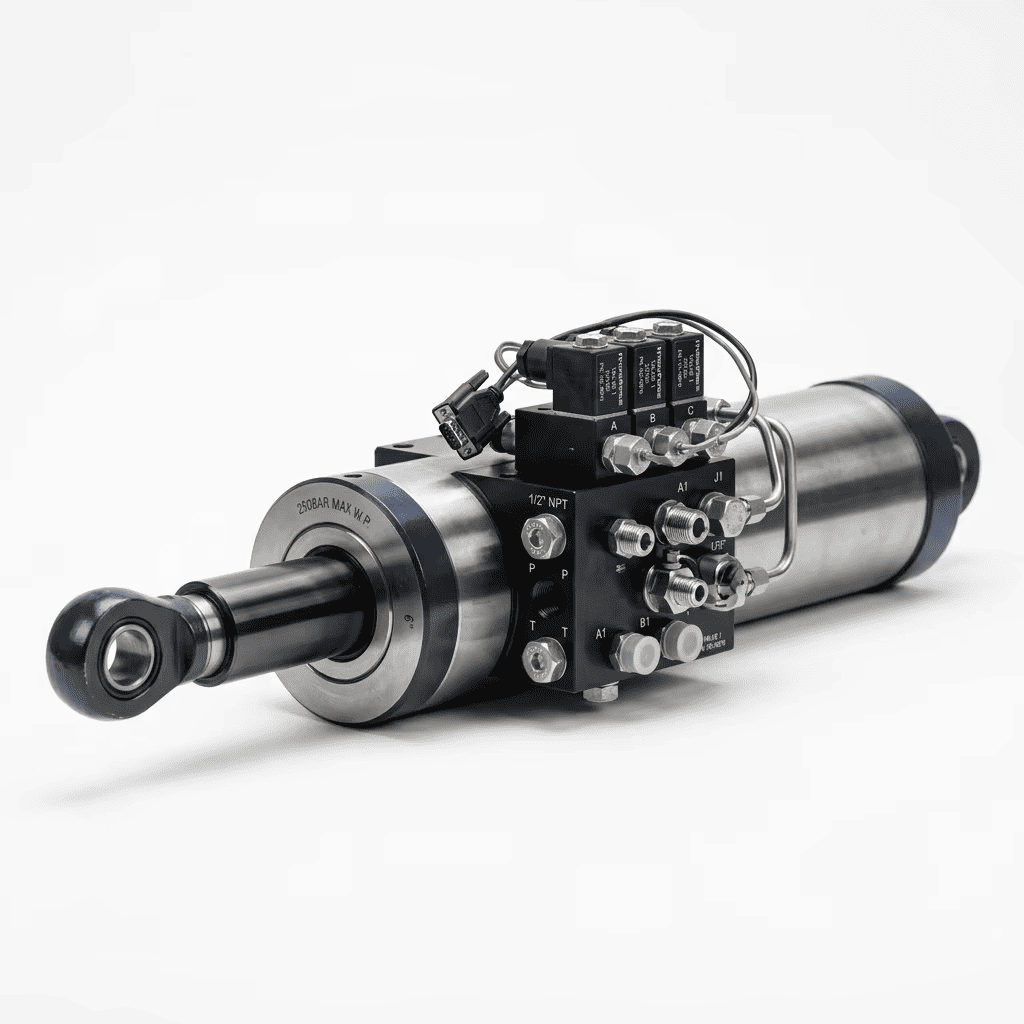
Attachement les accessoires nécessaires: En plus des bas, d'autres accessoires tels que les supports de montage, les ports pour l'entrée et la sortie du liquide hydraulique, et les capteurs sont également soudés sur le tube. Ces composants doivent être positionnés et attachés avec une grande précision pour assurer un alignement et une fonctionnalité appropriés dans l'assemblage final.
Surification d'un corps de cylindre scellé: le processus de soudage est méticuleusement effectué pour garantir que le corps du cylindre est complètement scellé. Ce scellage est essentiel pour le fonctionnement efficace du cylindre, car toute fuite de liquide hydraulique peut entraîner une perte de puissance et d'efficacité. Des techniques comme le soudage TIG (tungstène inert) sont couramment utilisées car elles fournissent des soudures solides et précises adaptées aux applications à haute pression.
7.

Le stade de polissage dans la production hydraulique des cylindres est un processus crucial qui suit le soudage, visant à améliorer à la fois l'attrait esthétique et la qualité fonctionnelle des composants.
Arganie d'une finition lisse: le polissage est principalement effectué pour lisser les surfaces externes des composants du cylindre hydraulique, en particulier ceux qui ont été soudés. Ce processus implique d'utiliser des abrasifs pour éliminer les éclaboussures de soudure, les couches d'oxydation et les imperfections de surface. L'objectif est d'obtenir une finition uniforme et lisse non seulement qui semble professionnelle mais minimise également le risque de corrosion et de fatigue matérielle.
Préparation pour un traitement ultérieur: dans certains cas, le polissage sert d'étape préparatoire pour d'autres traitements de surface tels que la peinture, le revêtement ou le placage. Une surface lisse et propre assure une meilleure adhésion et efficacité de ces traitements.
8. installer
La phase d'installation ou d'assemblage dans la production de cylindres hydrauliques est l'endroit où les différents composants usinés et traités sont réunis pour former une unité complète.
Assemblage des composants centraux: Le processus d'assemblage consiste à assembler les principaux composants du cylindre hydraulique: le piston, la tige de piston, les joints et le corps du cylindre (tube). Chaque composant doit être soigneusement installé dans l'ordre et l'orientation corrects. En règle générale, le piston est attaché à la tige de piston, et cet assemblage est ensuite inséré dans le corps du cylindre.
Les joints d'installation et joints: les joints et les joints sont cruciaux pour maintenir l'intégrité hydraulique du cylindre. Ils empêchent la fuite de liquide hydraulique et s'assurent que le cylindre peut générer et résister à la pression requise. L'installation de ces joints nécessite une précision pour éviter tout dommage et s'assurer qu'ils sont correctement assis.
Attachement des composants externes: une fois l'assemblage interne terminé, des composants externes tels que les capuchons d'extrémité, les supports de montage et les ports pour les connexions hydrauliques sont fixés. Ces composants sont souvent boulonnés ou soudés au corps du cylindre, et leur fixation sécurisée est vitale pour la fonctionnalité globale et la sécurité du cylindre.
9.
La phase de peinture dans la production hydraulique des cylindres est la dernière étape qui ajoute à la fois la valeur esthétique et la fonctionnalité de protection au produit fini.
Anthorant l'attrait esthétique: la peinture fournit au cylindre hydraulique une apparence professionnelle polie, qui peut être cruciale pour la satisfaction du client et la perception de la marque. Un produit bien fini signale souvent de haute qualité, et la peinture permet de personnaliser avec des couleurs de l'entreprise ou des schémas de conception, améliorant ainsi l'attrait du marché du produit.
Couche Protectrice contre les éléments environnementaux: la peinture sert de barrière contre les facteurs environnementaux tels que l'humidité, la poussière, les produits chimiques et le rayonnement UV. Cette protection est particulièrement importante pour les cylindres utilisés dans les environnements extérieurs ou les environnements industriels durs. En gardant contre la corrosion et l'usure, la peinture prolonge la durée de vie du cylindre hydraulique, garantissant qu'elle reste fonctionnelle et maintient son intégrité au fil du temps.
Processus d'application: Avant la peinture, la surface du cylindre est généralement prétraitée pour éliminer les huiles, la poussière ou d'autres contaminants. Cette préparation peut inclure le dégraissement, le sableux ou l'application d'une amorce. Le choix de la peinture et de la méthode d'application (pulvérisation, trempage, etc.) dépend du matériau du cylindre, de son utilisation prévue et de l'environnement dans lequel il fonctionnera.
Souchée et durcissement: Une fois la peinture appliquée, le cylindre passe par un processus de séchage et de durcissement. Selon le type de peinture, cela peut impliquer d'utiliser un four ou une lampe chauffante pour accélérer le durcissement, ou lui permettre de sécher naturellement dans une zone bien ventilée.
Dans ce guide complet, nous avons exploré le monde complexe de la production hydraulique des cylindres, découvrant chaque étape critique du processus de fabrication. Les cylindres hydrauliques jouent un rôle essentiel dans un large éventail d'industries, et comprendre leur processus de production est essentiel pour chaque client.